Improving enzyme resistance to pelleting conditions
Numerous studies on growth and digestibility have demonstrated the benefits of non-starch polysaccharides (NSP) degrading enzymes in poultry and pigs, which have led to a wide adoption of feed enzymes in the feed industries. On the other hand, all enzymes are live proteins with specific 3-dimensional structures and may be denatured by heat processing, which always poses a problem for incorporation of the enzymes into feeds when it comes to industrial applications.
Rovabio Excel (Adisseo), is a “one organism, multi-enzyme product” with 2 main activities: xylanase and β-glucanase. This enzyme has been tested extensively in different animal species on various dietary types. The product is available in two forms: a dry form (Rovabio AP) with normal heat resistance (up to 85°C) and a liquid form (Rovabio LC) applied through post-pelleting spraying onto the feed pellets.
The liquid application requires a specific, considerable investment in each pelleting line plus a low temperature logistic for the product must be delivered and stored in relatively cool conditions. This represents a limitation for further widening of the enzyme utilisation, especially for tropical countries.
Realising the difficulty and time required in developing and registering a new enzyme with intrinsic thermo-stable nature, Adisseo took direction to modify and improve the existing enzyme, testing new ingredients for liquid enzyme spray-drying process in attempt to obtain a coated product.
Pelleting tests at pilot scale
The pelleting process is not simply a matter of elevated temperature and is difficult to simulate in laboratory conditions as many parameters are involved: steam temperature, conditioning time, die diameter, mechanical compression, etc. In addition, any process development includes, at first laboratory samples, produced in very small quantities that may differ from industrial scale. Therefore, it is necessary to work on a pilot scale to validate new formulation and/or processing before testing larger samples in field conditions.
In total, 6 different additives (GRAS products) and 70 different combinations of formulation and/or processing were tested in pilot conditions, either at IRTA (Spain) or at Tecaliman (Technical Feed Centre – France) with the same experimental equipment and controls as shown in Figure 1 and similar experimental design:
• broiler diet, wheat-based - pellet size 4 mm
• pellet temperature measured at the conditioner outlet : 80, 85 and 90°C
• pilot pellet mill Kahl 14-175 with fixed flat die - compression ratio equivalence 20 confirmed by
comparison with industrial pellet mill (Tecaliman Symposium, March 2007)
• feed samples taken after cooling
• enzyme activity in feeds before and after pelleting was measured by viscosimetry method,
using a negative control diet as a reference. This method needed some adaptations depending
on the composition of the tested products.
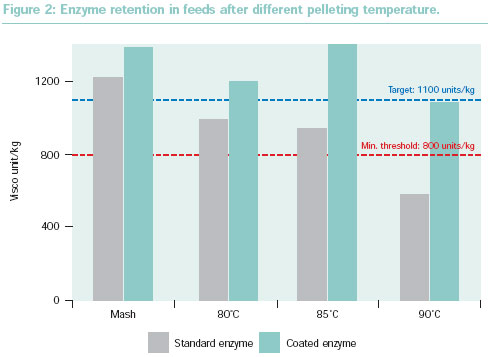
We tested 10 pelleting runs, using the same feed formula under the same conditions. The results obtained are illustrated in Figure 2. These results confirmed the coated enzyme product possesses a better resistance at higher pelleting temperature up to 90°C.

Test with broilers
After validation by the pilot pelleting line, the coating process was verified at the industrial scale in order to produce significant quantities for test in large scale feed mills as well as with animals, to ensure that the new formulation does not over-protect the enzyme molecules. This validation was done on a regular basis by digestibility tests with broilers of three weeks of age, using the European Reference Method for measuring Metabolizable Energy with ad libitum feeding and total excreta collection for one week.
For this experiment, three different lots from the fermentation plant were processed using the two different methods: the standard spray drying process or the new coating process. In total six different lots were tested and compared with a control diet with no added enzyme. The experiment was run in Adisseo experimental facility in Commentry, France. Results are shown in Table 1.
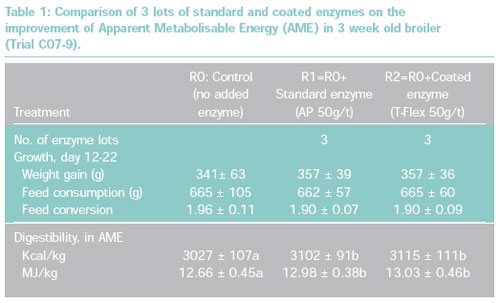
In this trial, the addition of enzymes clearly improved feed conversion and the metabolizable energy by 3% (P<0.05), confirming similar efficacy results were obtained with this type of diet. The coated enzyme performed equally well to the normal enzyme product.
Pelleting tests under industrial conditions
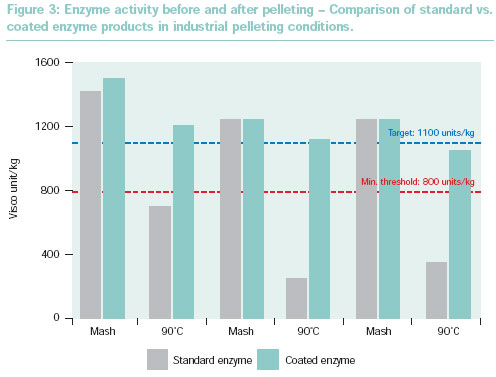
As pelleting conditions can differ significantly from one mill to another, the coated enzyme product was further verified in industrial conditions. A number of practical tests were organised with selected feed mills world-wide, using their actual pelleting temperature (between 85 and 90°C) to produce at least one batch of feed supplemented with the standard enzyme product and one batch of feed supplemented with the coated enzyme product. The feed samples were sent to the Adisseo laboratory to determine enzyme activity. Some examples of these tests are summarised in Figure 3, showing interesting results.
Based on these studies it can be concluded that the coating process and its product (Rovabio T-Flex) offer a new solution to the enzyme application under higher pelleting temperature.
by Dr. Y.G. (Kevin) Liu - Adisseo Asia Pacific P/L, Singapore; and Pierre Dalibard - Adisseo France SAS
This article hasn't been commented yet.

Write a comment
* = required field